Электроэрозионная обработка деталей
Электроэрозионная резка — современный метод металлообработки, основанный на управляемом разрушении электропроводящего металла под воздействием импульсов электрической энергии. Технология позволяет получать изделия сложной геометрии с высокой точностью, когда фрезерование или токарная обработка не обеспечивают требуемый результат.
Решение подходит для инструментального производства, машиностроения и изготовления технологической оснастки. Проволочно-вырезная и прошивная обработка позволяют выполнять сложную резку, формировать внутренние контуры и обрабатывать закаленные сплавы без деформации.
Принцип электроэрозионной обработки
В основе технологии лежит локальное плавление участка заготовки при возникновении разряда между инструментом и поверхностью металла. Между ними формируется зазор, заполненный диэлектрической жидкостью. При подаче импульса возникает канал плазмы, и частицы материала удаляются без механического контакта.
- отсутствует силовое воздействие на металл;
- форма инструмента или траектория проволоки повторяют требуемый контур;
- износ электрода компенсируется автоматикой станка;
- обеспечивается высокая стабильность размеров.
Виды электроэрозионной резки
Проволочно-вырезная резка
Проволочно технология использует тонкую латунную или молибденовую проволоку в качестве инструмента. Диаметр электрода подбирается под задачу, что позволяет получать минимальный радиус внутренних углов и выполнять глубокую резку металла.
- контурная резка сложных профилей;
- изготовление матриц, штампов, пресс-форм;
- вырезание шлицев и каналов;
- обработка металла большой толщины.
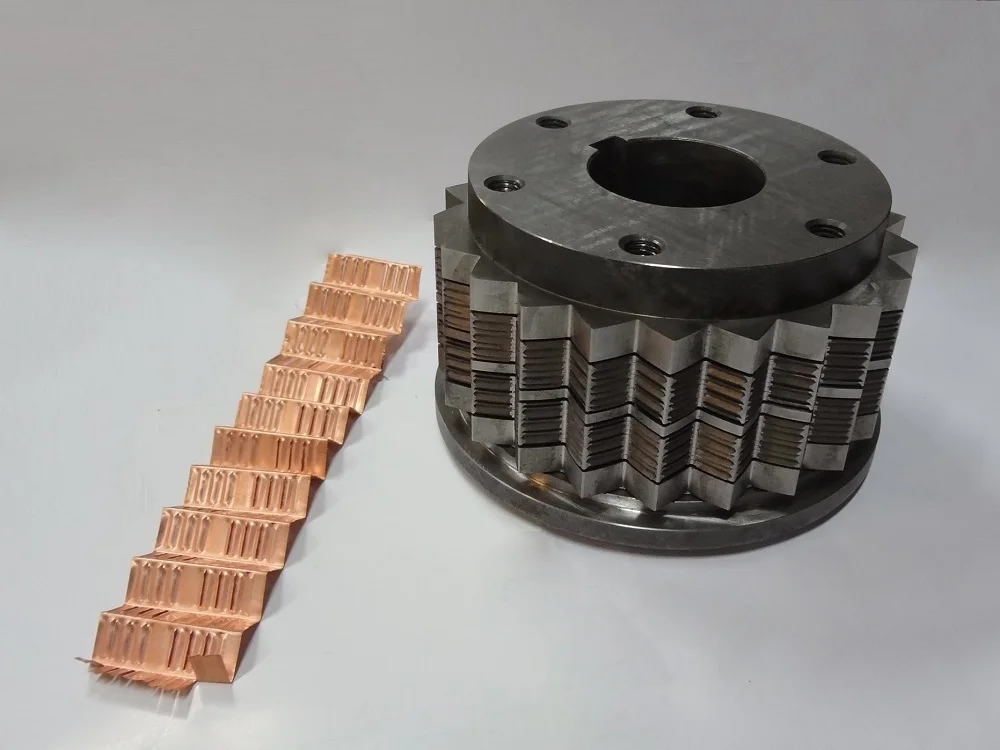
Копировально-прошивная обработка
Применяется при формировании глухих полостей и отверстий. Форма инструмента является зеркальным отражением будущей геометрии. Метод обеспечивает высокую чистоту поверхности и минимальные допуски.